Статья опубликована в рамках: L Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 30 сентября 2015 г.)
Наука: Технические науки
Секция: Безопасность жизнедеятельности человека, промышленная безопасность, охрана труда и экология
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

Статья опубликована в рамках:
Выходные данные сборника:
ОЦЕНКА ТЕХНИЧЕСКОГО СОСТОЯНИЯ ОБОРУДОВАНИЯ МЕТОДОМ ТЕПЛОВИЗИОННОГО КОНТРОЛЯ
Гевлич Сергей Олегович
канд. техн. наук, технический директор ООО «Экспертиза», РФ, г. Волгоград
Гевлич Дмитрий Сергеевич
канд. техн. наук, директор ООО «Экспертиза», РФ, г. Волгоград
Бабяк Татьяна Геннадьевна
эксперт ООО «Экспертиза» РФ, г. Волгоград
Васильев Константин Александрович
эксперт ООО «Экспертиза» РФ, г. Волгоград
Коновалов Сергей Сергеевич
инженер-дефектоскопист ООО «Экспертиза» РФ, г. Волгоград
Макарова Надежда Васильевна
эксперт ООО «Экспертиза» РФ, г. Волгоград
Мирзонов Максим Владимирович
эксперт ООО «Экспертиза» РФ, г. Волгоград
E-mail: promexpertiza@mail.ru
ASSESSMENT OF TECHNICAL CONDITION OF THERMAL CONTROL EQUIPMENT BY
Sergey Gevlich
candidate of Technical Sciences, Technical Director LLC “Expertiza”, Russia, Volgograd
Dmitry Gevlich
candidate of Technical Sciences, Director LLC “Expertiza”, Russia, Volgograd
Tatiana Babiac
expert LLC “Expertiza”, Russia, Volgograd
Constantin Vasilev
expert LLC “Expertiza”, Russia, Volgograd
Sergey Conovalov
engineer LLC “Expertiza”, Russia, Volgograd
Nadejda Makarova
expert LLC “Expertiza”, Russia, Volgograd
Maksim Mirzonov
expert LLC “Expertiza”, Russia, Volgograd
АННОТАЦИЯ
В работе рассмотрено применение тепловизионного метода контроля за состоянием металлургического оборудования непосредственно в процессе эксплуатации. Показаны возможности метода на реальных конструкциях. Рассмотренные примеры применения тепловизионного контроля и анализа полученных термограмм позволяют рекомендовать тепловизионный метод в качестве основного метода интегрального контроля в процессе технического диагностирования металлургического оборудования.
ABSTRACT
In the work considered the use of thermal imaging method for monitoring of metallurgical equipment directly in the process of exploitation. Showing possibilities of the method on real designs. Examples of application of thermal control and analysis of thermograms allow to recommend the thermal method as a primary method of integrated control in the process of technical diagnostics of metallurgical equipment.
Ключевые слова: промышленная безопасность; техническое диагностирование; металлургия.
Keywords: industrial safety; technical diagnosis; metallurgy.
Тепловизионный контроль (ТК) является одним из интегральных методов технического диагностирования, позволяющим производит обследование всего технического устройства без нарушения его целостности и работоспособности во время эксплуатации на текущих (рабочих) параметрах. Именно возможность проведения диагностики устройств и их компонентов без исключения их из производственной цепи предопределила высокую эффективность тепловизионного контроля при оценке соответствия опасных производственных объектов (ОПО) требованиям промышленной. В настоящее время ТК успешно применяется для диагностирования металлургического, термического и нефтехимического оборудования.
В данной работе приведены примеры результатов применения ТК для технической диагностики различных видов оборудования, работающего при повышенных температурах (плавильные и термические нагревательные печи), с целью выявления составляющих частей и узлов объекта контроля для более тщательного обследования.
Тепловизионный контроль проводился с помощью инфракрасной камеры FLIR Т425 (точность измерения ±2 °С или 2 % от измерения).
На рисунке 1 представлены термограммы дуговой печи для выплавки стали ёмкостью 10 тонн, снятые в период расплавления шихты. Тепловизионная съёмка проводилась по боковой поверхности кожуха печи со стороны завалочного окна и сливного желоба.

Рисунок 1. Термограммы дуговой сталеплавильной печи (ДСП-10): а — термограмма боковой поверхности печи со стороны портала; б — термограмма завалочного окна печи; в, г — термограммы боковой поверхности печи со стороны выпускного желоба
По представленным термограммам видно, что температура, зафиксированная в зонах Аr1, составляет 150—180 оС, а температура свода печи несколько выше и превосходит 300 оС (не более 360 оС). Водяное охлаждение сводового кольца в данном случае крайне эффективно — его температура не превышает 40 оС. На кожухе данной печи не выявлено зон перегрева, что свидетельствует о целостности огнеупорной футеровки. Высокая же температура свода свидетельствует о том, что набивная кладка не обеспечивает достаточной тепловой изоляции по причине значительного износа и требует ремонта.
Исследование индукционной печи с набивной футеровкой для выплавки медных сплавов с водоохлаждаемым индуктором показало отсутствие каких-либо нарушений футеровки печи. Индуктор охлаждается проточной водой в соответствии с требованиями инструкции по эксплуатации и правил безопасности, о чём свидетельствует отсутствие зон локального перегрева на термограммах. Съемка же с другой позиции (см. рисунок 2) показала наличие перегрева одного из токоподводящих контактов. Температура правого контакта находится в пределах 100—120 оС, в то время как температура левого контакта не превосходит 30 оС. Очевидна необходимость обслуживания токоподводящих элементов индукционной печи в течение ближайшего планово-предупредительного ремонта, так как подобное явление может быть связано с нарушением электрического контакта элемента (ослабленное крепление) или с нарушением его водяного охлаждения. Невнимание к выявленной проблеме может привести к нарушениям в работе технического устройства и даже к развитию аварийной ситуации.

Рисунок 2. Термограмма токоподводящей колодки индукционной печи
Таким образом, применение тепловизионной (инфракрасной) съемки в процессе технического диагностирования позволяет провести интегральный контроль плавильной печи и определить зоны или участки в её конструкции, требующие дополнительного внимания (локального контроля специальными средствами) со стороны обслуживающего персонала для сохранения работоспособности и производительности металлургического агрегата. Данный метод одинаково применим как для крупных сталеплавильных печей, так и для малых лабораторных индукторов.
Нагревательные и термические печи являются одними из самых распространённых и основных технических устройств на предприятиях чёрной и цветной металлургии. Их опасность связана, в первую очередь, с наличием поверхностей, нагретых до высоких температур, и применением взрывопожароопасного топлива (в частности, природного газа). В связи с этим, очевидны требования к контролю технического состояния и обустройству нагревательных и термических печей изложенные в соответствующих правилах безопасности и федеральных нормах и правилах.
Рассмотрим термограммы термической печи с выкатным подом для термообработки отливок, сварных конструкций и т. п. Очевидно, что зоны максимальных температур корпуса печи будут находиться в непосредственной близости к окнам загрузки, горелкам, смотровым окошкам и запальным каналам. На рисунке 3 показана термограмма такой печи.

Рисунок 3. Внешний вид термической печи со стороны заслонки (слева) и её термограмма во время изотермической выдержки (справа)
Тепловизионные замеры показали, что минимальная температура в точке Аr1 достигает 275 оС, а в верхней части заслонки более 650 оС. В первую очередь, это связано с дефектностью огнеупорной кладки заслонки печи и неправильной её установкой (в данном случае, заслонка стоит на поде печи и отклоняется от вертикального положения). Также следует обратить внимание на то, что в зоне перегрева находятся и удерживающие элементы заслонки (цепи), которые в процессе загрузки (выгрузки) подвергаются значительным нагрузкам. Обнаруженные факты указывают на вероятное развитие будущей аварийной ситуации и подлежат устранению.

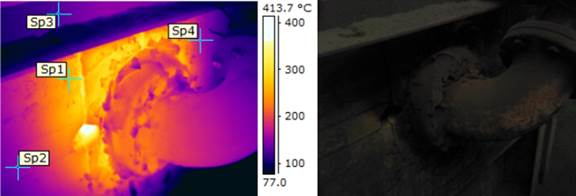
Рисунок 4. Термограммы (слева) и внешний вид (справа) зон подвода газопровода к горелке
Из термограммы, представленной на рисунке 4, следует, что наружная поверхность кладки печи, непосредственно прилегающая к горелочному перевалу в зоне подовых горелок, перегрета до температуры 300 оС и более. Это свидетельствует о нарушении организации факельного горения в пространстве печи (преграда на пути движения высокотемпературных продуктов сгорания) или о возможных нарушениях технологии в процессе строительства или ремонта данного участка кладки. Высокая температура и наличие локально перегретых участков могут привести к нагреву газопроводов и управляющей арматуры, что в лучшем случае вызовет нарушение в настройке температурного режима, а в худшем — развитие аварийной ситуации, связанной с разрушением газопровода.
Рисунок 5 дополнительно иллюстрирует высказанные предположения о недопустимости дефектов боковых стен нагревательной печи. В зоне Аr1 температура превосходит 300 оС. Незаполненные швы, отсутствие кирпичей в кладке — это, по сути, недопустимые дефекты, которые требуют восстановительного ремонта и немедленного устранения.


Рисунок 5. Термограммы (слева) и внешний вид (справа) боковых поверхностей кладки термической печи
Перегрев рабочей зоны опасен как непосредственно для обслуживающего персонала, так и может приводить к нагреву газопроводных систем питания печи, механизмов перемещения и других вспомогательных технических устройств. Пример такого термического воздействия показан на рисунке 6.


Рисунок 6. Термограммы (слева) и внешний вид (справа) закалочной газовой печи для объёмной закалки стальных труб большого диаметра
В зоне Аr1 максимальная температура превосходит 350 оС, в некоторых точках температура достигает почти 400 оС. Это участок кожуха одной из зон печи, сварное соединение металлических плит которого, явно негерметично. Также очевидно, нарушение технологии теплоизоляции участка печи, примыкающего к турбулентной горелке. Визуальный осмотр холодной печи показал наличие сильного разрушения огнеупорной кладки в указанном месте.
Измерение температур элементов механизма перемещения труб (колес с цепным механическим приводом) позволило получить весьма показательные данные. Температура некоторых элементов достигала 350 оС, несмотря на существующую систему охлаждения движущихся частей с помощью водоохлаждаемых экранов. Следует отметить, что из жаростойкой стали выполнены только ступицы приводных колёс (внутренняя часть колеса, непосредственно касающаяся нагретой трубы). Таким образом, цепной привод механизма подвергается длительному высокотемпературному воздействию, что приводит к частым остановкам печи для ремонтных работ (разрыв и соскакивание цепи являются одними из самых частых поломок на данном оборудовании).
Рассмотренные примеры применения тепловизионного контроля и анализа полученных термограмм позволяют рекомендовать тепловизионный метод в качестве основного (вместе с визуально-измерительным) метода интегрального контроля в процессе технического диагностирования металлургического оборудования. Простота процесса обследования, его оперативность, удобная форма представления результатов, возможность использования без специальной остановки оборудования — далеко не полный перечень преимуществ указанного метода для решения задач диагностики и экспертизы промышленной безопасности. Применение современных инновационных методов контроля технического состояния оборудования позволяет быстро реагировать на постоянное ужесточение норм и требований в области промышленной безопасности и энерго- и ресурсосбережения.
дипломов
Оставить комментарий