Статья опубликована в рамках: X Международной научно-практической конференции «Научное сообщество студентов XXI столетия. ТЕХНИЧЕСКИЕ НАУКИ» (Россия, г. Новосибирск, 04 апреля 2013 г.)
Наука: Технические науки
Секция: Машиностроение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

ПРОЕКТИРОВАНИЕ МЕХАНИЗМА ПОВОРОТА ИЗДЕЛИЯ В ДЕРЕВООБРАБАТЫВАЮЩЕМ СТАНКЕ С ЧПУ
Ведрова Софья Александровна
студент, кафедра КТОМП, Механико-Технологический факультет, Политехнический институт СФУ, г. Красноярск
E-mail: svedrova@gmail.com
Лимаренко Герольд Николаевич
научный руководитель: д-р техн. наук, доцент, кафедра КТОМП, Механико-Технологический факультет, Политехнический институт СФУ г. Красноярск
В статье приводится краткий обзор фрезерных станков с механизмами поворота обрабатываемого изделия, рассмотрены требования к механизму поворота изделия в деревообрабатывающем станке с ЧПУ, предназначенного для обработки шаблонов сборных конструкций беспилотного летательного аппарата. В качестве определяющего параметра механизма поворота изделия, влияющего на точность обработки, принята жесткость системы СПИД (станок-приспособление-инструмент-деталь) модернизируемого станка. Рассмотрены установленные стандартами нормы жесткости в металлообрабатывающем и деревообрабатывающем оборудовании. Приведена упрощенная динамическая модель системы поворота изделия в модернизируемом станке.
Введение
Создание легких беспилотных летательных аппаратов (БЛА) связано с изготовлением деревянных технологических шаблонов для основных элементов конструкций БЛА. Общий вид одного из таких шаблонов — для фюзеляжа БЛА с размерами: 1790х600х270 мм, приведен на рисунке 1. Допустимые отклонения геометрических размеров изготовленного шаблона от расчетных — не более 0,4 мм.

Рисунок 1. Шаблон фюзеляжа БЛА
В ходе работ по созданию БЛА в СФУ для обработки шаблонов был создан деревообрабатывающий станок с ЧПУ. В станке реализованы 3 программно управляемых координаты (X, Y, Z). Станок представляет собой рамную конструкцию (Рисунок 2). Рабочий орган — мотор-шпиндель установлен на консоли ползуна (ось Z), который перемещается с помощью шарико винтовой передачи на направляющих качения вдоль (ось X) и поперек (ось Y) основания станка. Размеры рабочего пространства станка с ЧПУ 2500х1300х850 мм.
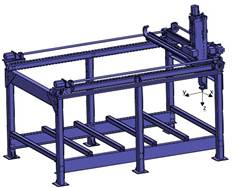
Рисунок 2. Деревообрабатывающий станок
На ползуне станка установлен мотор-шпиндель мощностью 1,5 кВт с максимальной частотой вращения 12000 мин-1. Деревянные шаблоны обрабатываются по программе с приводами от шариковых передач винт-гайка качения и шаговых двигателей твердосплавными концевыми фрезами диаметром 6 мм. Максимальные скорости перемещения рабочего органа по координатам — 5000 мм/мин.
Повышение аэродинамического качества и других летных характеристик БЛА требует усложнения геометрии элементов его конструкции, и, следовательно, для обработки шаблонов — оборудование с большим числом осей координат обработки. Для этого необходимо модернизировать станок путем оснащения его механизмом поворота изделия вокруг продольной оси, а также двухкоординатной угловой фрезерной головкой, устанавливаемой на ползун.
О механизме поворота изделия
Анализ существующих конструкций станков с механизмами поворота изделий вокруг продольной оси показал, что в большинстве случаев изделие на станке одним концом устанавливается и закрепляется в кулачковом патроне, а другой конец изделия поджимается вращающимся центром. Один из таких станков приведен на рис.3

Рисунок 3. Станок с механизмом поворота изделия
Некоторые характеристики существующих станков приведены в таблице 1.
Таблица 1.
Характеристики станков и обрабатываемых изделий
|
Станок |
Максимальные габариты заготовки |
Режимы обработки |
Точность позиционирования, мм |
|||
|
Длина, мм |
Диаметр, мм |
Подача, м/мин |
Макс. частота вр. шпинделя, об/мин. |
Мощность, кВт |
||
|
Станок с ЧПУ "РОБОР" С |
1000 |
250 |
0,1—3,5 |
9000—23000 |
1,85 |
+/–0,15 |
|
Станок с ЧПУ "РОБОР" D |
1400 |
250 |
0,1—3,5 |
9000—23000 |
1,85 |
+/–0,15 |
|
"Робор" DN |
1400 |
250 |
0,5—7,2
|
9000—23000 |
1,85 |
+/–0,15 |
|
Станок с ЧПУ «КАМЕЯ» |
1200 |
250 |
4 |
9000—23000 |
1,85 |
+/–0,1 |
|
Деревообрабатывающий центр с ЧПУ PADE SWING |
1100
|
60 |
2 |
18000 |
5,5
|
+/–0,02 |
|
Станок токарно-фрезерный по дереву (Атакский леспромхоз) |
1550 |
250 |
0,2—4 |
500—2500 |
0,5 |
+/–0,03 |
Так как представленные модели не отвечают требуемым размерам заготовки было составлено техническое задание на разработку конструкции механизма поворота изделия, устанавливаемого на основании станка по рис.2. В техническом задании установлены следующие требуемые характеристики:
· скорость поворота изделия 7,5 мин-1 (максимально);
· дискретность поворота изделия 0,6 угл.минуты;
· масса обрабатываемого изделия с оснасткой 100 кг; не более;
· длины обрабатываемых изделий с оснасткой 500—2500 мм;
· оснастка изделия должна крепиться в трехкулачковом патроне;
· задний вращающийся центр должен переустанавливаться по длине изделия;
· отклонение от соосности патрона и вращающегося центра не более 0,1 мм.
К механизму поворота изделия предъявляются высокие требования к его динамическим характеристикам: собственная поворотная и поступательная частота колебаний изделия должна быть не менее 50 Гц, а амплитуда колебаний в зоне обработки — не более 0,05 мм.
Известно, что в качестве главного параметра динамической системы станка выступает жесткость упругой системы СПИД: станок-приспособление-инструмент-деталь. Жесткость системы определяет виброактивность и виброустойчивость станка. В общем случае жесткость — это отношение силы резания к упругому перемещению в направлении этой силы. Под коэффициентом жесткости понимается отношение:
k=F/y,
где: F — действующая сила,
y — упругое перемещение.
Упругое перемещение в системе обусловлено деформацией звеньев конструкции, контактными деформациями в стыках и силами трения. Собственная жесткость деталей и жесткость стыков определяется экспериментально или расчетом. И силовые смещения и жесткость используют для оценки точности. Но в первом случае точность определяют с учетом упругих и неупругих свойств системы, то во втором случае — только с учетом упругих свойств [1].
Для обеспечения требуемого качества обработки изделий расчетно-экспериментальным путем были разработаны стандарты на нормы жесткости станков [9, 8].
В табл. 2 представлены нормы жесткости, установленные в стандартах на различные модели металлорежущих и деревообрабатывающих станков.
Таблица 2.
Нормы жесткости станков
|
Станки |
Жесткость, кН/мм |
ГОСТ |
|
|
Горизонтальная |
Вертикальная |
||
|
Металлорежущие фрезерные вертикальные с крестовым столом |
17,86—93,06 |
15,63—83,75 |
9726—89 [2] |
|
Металлорежущие фрезерные консольные |
15,63— 40,00 |
17734—88 [3] |
|
|
Металлорежущие плоскошлифовальные с крестовым столом и горизонтальным шпинделем |
6,04—12,25 |
273—90 [4] |
|
|
Металлорежущие станки долбежные |
15,18—42,28 |
26—75 [5] |
|
|
Деревообрабатывающие станки фрезерные с нижним расположением шпинделя |
3,00—3,53 |
69—75 [6] |
|
Из данных таблицы 2 следует, что нормы жесткости, устанавливаемые для металлорежущих станков, выше норм для деревообрабатывающих станков в 5—25 раз. Лишь для плоскошлифовальных станков они отличаются в 2—3,5 раза. Такое отличие объясняется различием характеристик прочности обрабатываемых материалов: на металлорежущих станках обрабатывается сталь с ![]() МПа, а прочность древесины лежат в пределах
МПа, а прочность древесины лежат в пределах ![]() МПа для сосны,
МПа для сосны, ![]() МПа для лиственницы и
МПа для лиственницы и ![]() МПа для березы.
МПа для березы.
На динамику системы станка влияют массово-инерционные и упругие характеристики его суппортной и шпиндельной групп и динамическая характеристика процесса резания [7].
Для нашего случая — деревообработки изделия на модернизируемом станке с установочным поворотом заготовки параллельно продольной оси станка, упрощенная динамическая модель может быть представлена в виде системы, изображенной на рис.4.

Рисунок 4. Динамическая модель фрезерной обработки шаблона
В системе взаимодействуют две подсистемы, каждая представленная двумя координатами: подсистема обрабатываемого изделия и подсистема инструментального шпинделя. Обе подсистемы нагружены усилием резания Р.
В подсистеме изделия учитываются масса и момент инерции заготовки, радиальная жесткость опор механизма вращения заготовки и крутильная жесткость системы привода вращения заготовки.
В подсистеме инструментального шпинделя рассматриваются приведенные масса и момент инерции ползуна и мотор-шпинделя (координата Z станка), жесткость направляющих и механизма перемещения ползуна по оси Y станка, поворотная жесткость направляющих ползуна.
Сила резания определяется характеристиками материала заготовки и режимами ее обработки.
Заключение
На основе выполненного обзора фрезерных станков с механизмами поворота обрабатываемого изделия и стандартов на нормы их жесткости, рассмотрены требования к механизму поворота изделия в деревообрабатывающем станке с ЧПУ, предназначенного для обработки шаблонов сборных конструкций беспилотного летательного аппарата. Разработана упрощенная динамическая модель системы поворота изделия в модернизируемом станке.
В настоящее время введется разработка конструкции механизма поворота изделия. В дальнейшем планируется расчет динамических характеристик механизма поворота изделия и оптимизация его упругих параметров.
Список литературы:
1.Вотинов К.В. Жесткость станков Л.: Лонитомаш, 1940.
2.ГОСТ 9726-89 Станки фрезерные вертикальные с крестовым столом. Терминология. Основные размеры. Нормы точности и жесткости. Введ. впервые; дата введ. 01.01.1991. М.: Издательство стандартов, 1991. 42 с.
3.ГОСТ 17734-88 Станки фрезерные консольные. Нормы точности и жесткости. Введ. впервые; дата введ. 01.01.1990. М.: Издательство стандартов, 1990. 32 с.
4.ГОСТ 273-90 Станки плоскошлифовальные с крестовым столом и горизонтальным шпинделем. Основные размеры. Нормы точности и жесткости. Введ. впервые; дата введ. 01.07.1991. М.: Издательство стандартов, 1991. 20 с.
5.ГОСТ 26-75 Станки долбежные. Нормы точности и жесткости. Введ. впервые; дата введ. 01.01.1977. М.: Издательство стандартов, 1977. 15 с.
6.ГОСТ 69-75 Деревообрабатывающее оборудование. Станки фрезерные с нижним расположением шпинделя. Нормы точности и жесткости. Введ. впервые; дата введ. 01.07.1976. М.: Издательство стандартов, 1976. 15 с.
7.Кудинов В.А. Динамика станков В.А. Кудинов машиностроение Москва 1967 358 с.
8.Подураев В.Н. Автоматически регулируемые и комбинированные процессы резания Машиностроение Москва 1977 302 с.
9.Чернянский П.М. Основы проектирования точных станков Кнорус Москва 2012-12-13 239 с.
дипломов
Оставить комментарий