Статья опубликована в рамках: XXII Международной научно-практической конференции «Научное сообщество студентов XXI столетия. ТЕХНИЧЕСКИЕ НАУКИ» (Россия, г. Новосибирск, 15 июля 2014 г.)
Наука: Технические науки
Секция: Металлургия
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

УГАР МЕТАЛЛА ПРИ НАГРЕВЕ В ЛАБОРАТОРНЫХ УСЛОВИЯХ
Лесунов Сергей Сергеевич
студент кафедры ММ СТИ НИТУ МИСиС, РФ, г. Старый Оскол
Тимофеева Дарья Сергеевна
студент кафедры ЭиМ СТИ НИТУ МИСиС, РФ, г. Старый Оскол
E -mail: dakatuli@bk.ru
Тимофеева Анна Стефановна
научный руководитель, канд. техн. наук, доцент кафедры ММ СТИ НИТУ МИСиС, РФ, г. Старый Оскол
Определение угара стали Ст 3сп и Ст 10 методом моделирования процесса нагрева в лабораторных условиях.
Нагрев образцов в виде куба со стороной 50мм и массой в пределах проходил по режиму, применяемому в технологической инструкции в нагревательных печах ОАО «ОЭМК» для 1 и 2 группы (рис. 1).
Таблица 2.
Режим нагрева стали 1 и 2 групп [1].
|
№ зоны |
Температура в зонах печи (ºС) |
Продолжительность нагрева (мин) |
|
1 |
950 |
45 |
|
2 |
1020 |
45 |
|
3 |
1190 |
22,5 |
|
4 |
1220 |
22,5 |
|
5 |
1170 |
22,5 |
|
6 |
1200 |
22,5 |
|
|
|
|
12 образцов предварительно зачистили, взвесили, половину покрыли защитным покрытием.
Образцы разбили по парам: с покрытием и без покрытия. После чего нагревали образцы, согласно таблице 1 в печи SNOL 7,2/1300.
Для определения угара было проведено 5 экспериментов, в каждом из которых изменялось продолжительность нагрева или температура.
Подготовка металла к покрытию и его нанесение происходили в следующем порядке:
поверхность всех образцов шлифуется до полного очищения от загрязнений;
измеряются геометрические размеры и масса;
перед нанесением покрытия образцы обезжириваются органическими летучими растворителями;
нанесение защитного покрытия на образцы путем обмазки кисточкой;
после нанесения покрытия оставляем образцы высыхать при комнатных условиях в течение 20минут;
после полного высыхания покрытия проводятся эксперименты, связанные с нагреванием образцов.
Для определения угара металла использовались следующие приборы и оборудование:
1. Печь муфельная SNOL 7,2/1300;
2. Печь муфельная SNOL 7,2/1100;
3. Металлические образцы;
4. Электронные весы;
5. Антикоррозионное покрытие;
6. Керамические тигли;
7. Термостойкие перчатки;
8. Клещи;
9. Кисть;
Для определения угара образцы предварительно взвешиваются, измеряются геометрические параметры. Находится площадь образцов.
Площадь поверхности куба:
![]() ,
,
где: S — площадь;
a — длина;
b — ширина;
h — высота;
Полная площадь поверхности круглого цилиндра:
![]()
π = 3,141592.
Дальше находится разность масс образцов до нагрева и после.
Формула для определения угара металла:
![]()
где: ![]()
![]()
![]()
Формула для определения удельного увеличения массы образцов:
![]()
где: ![]()
![]()
![]()
Результаты экспериментальных исследований
Геометрические размеры образцов представлены в таблице 2.
Таблица 2.
Геометрические размеры образцов
|
№ пробы |
размеры пробы металла, см |
S поверности |
Объем (V ) |
|||
|
h |
a |
b |
см2 |
м2 |
куб м |
|
|
1 |
49,8 |
49,85 |
50,05 |
7470,01 |
0,75 |
0,12 |
|
2 |
49,4 |
50,1 |
49,2 |
7370,34 |
0,74 |
0,12 |
|
3 |
50 |
49,9 |
49,7 |
7460,03 |
0,75 |
0,12 |
|
4 |
49,7 |
50 |
50,4 |
7525 |
0,75 |
0,13 |
|
5 |
49,5 |
49,8 |
49,8 |
7425,18 |
0,74 |
0,12 |
|
6 |
50,5 |
49,8 |
49,85 |
7514,855 |
0,75 |
0,13 |
|
7 |
49,4 |
49,5 |
49,2 |
7311,18 |
0,73 |
0,12 |
|
8 |
49,9 |
49,7 |
49,9 |
7450,07 |
0,75 |
0,12 |
|
9 |
49,7 |
49,95 |
49,8 |
7445,085 |
0,74 |
0,12 |
|
10 |
49,7 |
50,3 |
49,8 |
7479,91 |
0,75 |
0,12 |
|
11 |
50 |
49,9 |
49,9 |
7480,01 |
0,75 |
0,12 |
|
12 |
49,8 |
50 |
49 |
7380,2 |
0,74 |
0,12 |
Рост масс образцов по зонам нагрева представлен в таблице 3.
Таблица3.
Рост масс образцов по зонам нагрева
|
№ пробы |
m 1 |
вес с покрытием |
Расход покр. |
m 2 после нагрева |
Δm |
Δm ’ |
|
|
вес,г |
г |
покр. |
г/кв. м |
г |
угар,г |
угар,% |
|
|
1(1зона) |
973,5 |
976,4 |
2,9 |
3,88 |
977 |
0,6 |
0,06 |
|
2(1зона) |
956 |
956,1 |
0,1 |
0,01 |
|||
|
3(2зона) |
981,4 |
984 |
2,6 |
3,49 |
985,9 |
1,9 |
0,19 |
|
4(2зона) |
979 |
982,2 |
3,2 |
0,33 |
|||
|
5(3зона) |
969,3 |
970,8 |
1,5 |
2,02 |
974,7 |
3,9 |
0,40 |
|
6(3зона) |
987,2 |
992,6 |
5,4 |
0,55 |
|||
|
7(4зона) |
950,7 |
952,9 |
2,2 |
3,01 |
957,5 |
4,6 |
0,48 |
|
8(4зона) |
977,6 |
984,2 |
6,6 |
0,68 |
|||
|
9(5зона) |
976,8 |
979,2 |
2,4 |
3,22 |
985,2 |
6 |
0,61 |
|
10(5зона) |
983,9 |
991,8 |
7,9 |
0,80 |
|||
|
11(6зона) |
978,4 |
981,2 |
2,8 |
3,74 |
995,3 |
13,1 |
1,34 |
|
12(6зона) |
981,7 |
994,9 |
14,2 |
1,44 |
|||
Время нагрева, выдержка и температура по зонам представлена в таблице 4.
Таблица 4.
Время нагрева, выдержка и температура по зонам
|
№ пробы |
время в печи, мин |
время разогр. печи, мин |
|
|
|
время выдержки проб, мин |
темп. печи, оС |
|||
|
1 |
45 |
30 |
15 |
950 |
|
2 |
45 |
30 |
15 |
950 |
|
3 |
90 |
25 |
20 |
1020 |
|
4 |
90 |
25 |
20 |
1020 |
|
5 |
120 |
30 |
0 |
1190 |
|
6 |
120 |
30 |
0 |
1190 |
|
7 |
142 |
6 |
16 |
1220 |
|
8 |
142 |
6 |
16 |
1220 |
|
9 |
165 |
23 |
0 |
1170 |
|
10 |
165 |
23 |
0 |
1170 |
|
11 |
188 |
23 |
0 |
1200 |
|
12 |
188 |
23 |
0 |
1200 |
На рисунке 1 представлена зависимость роста угара от времени
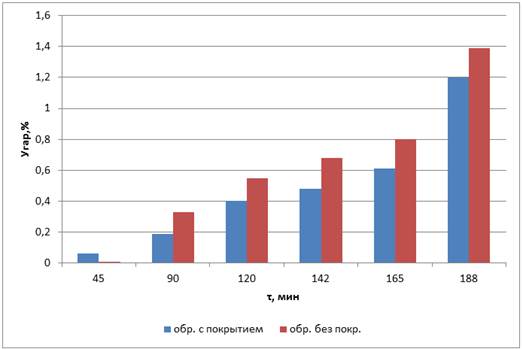
Рисунок 1. Рост угара от времени
Для нагревательной печи в основном характерны температуры нагрева от 900 0С и выше. Основной угар приходится на эти температуры. По полученным результатам можно сделать выводы, что применяя покрытие, можно уменьшить угар металла в печи перед прокаткой, тем самым повысить эффективность работы печи нагрева, а также увеличится выход годного металла.
Определим экономический эффект от уменьшения угара при покрытии металла перед нагревом (табл. 3).
Для первой зоны угар металла при единовременной садке 650т составит:
0,06 -0,01=0,05 %-на такое количество % уменьшится угар в первой зоне
Это составит 650/100*0,05=0,325(т).
Для второй зоны:650/100*(0,33-0,19)=0,91(т).
Для третьей зоны:650/100*(0,55-0,40)=0,975(т)
Для четвертой зоны: 650/100*(0,68-0,48)=1,3(т)
Для пятой зоны: 650/100*(0,8-0,61)=1,235(т)
Для шестой зоны: 650/100*(1,44-1,34)=0,650 т
Итого за одну садку угар металла уменьшится на 5,395 т
При цене 14400 руб. за тонну стали экономический эффект на одну садку составит: 77688 руб. или, считая по инструкции, что длительность обработки составит 188 минут или 3,13 часа, то экономический эффект будет равен
77688/650/3,13=38руб/(т*час)
Список литературы:
1.Нагрев и гомогенизация непрерывнолитых заготовок в СПЦ-1 — Т.И.П. 03-94-2012, ОАО «ОЭМК», — 35 с.
дипломов
Оставить комментарий