Статья опубликована в рамках: XXVII Международной научно-практической конференции «Инновации в науке» (Россия, г. Новосибирск, 02 декабря 2013 г.)
Наука: Технические науки
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

ОСОБЕННОСТИ МОДЕЛИРОВАНИЯ ГИДРОПРИВОДА СВЕРХМОЩНОЙ ЭЛЕКТРОДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ ДСП-180
Николаев Александр Аркадьевич
канд. техн. наук, доцент Магнитогорского государственного технического университета имени Г.И. Носова, РФ, г. Магнитогорск
E-mail: alexniko@inbox.ru
Тулупов Платон Гарриевич
студент Магнитогорского государственного технического университета имени Г.И. Носова, РФ, г. Магнитогорск
E-mail:
MODELING FEATURES OF HEAVY DUTY ELECTRIC ARC FURNACE ASFS-180 HYDRAULIC ENGINE
Alexander Nikolaev
candidate of science, assistant professor of Magnitogorsk State Technical University named after G.I. Nosov, Russia Magnitogorsk
Tulupov Platon
student of Magnitogorsk State Technical University named after G.I. Nosov, Russia Magnitogorsk
АННОТАЦИЯ
Данная статья посвящена разработке модели гидравлического привода перемещения электродов сверхмощной электродуговой сталеплавильной печи ДСП-180 с учётом особенностей, характерных для данной системы. В ходе исследования получены основные характеристики объекта, соответствующие гидравлическому оборудованию ДСП-180 электросталеплавильного цеха ОАО ММК.
ABSTRACT
This article is devoted to model design of hydraulic electrode motion system of heavy duty electrical arc furnace ASFs-180. In this model are taken into account special for this system features. During the research, were obtained characteristics of the object, which are correspond to the actual hydraulic equipment of ASFs-180 at the electric-furnace melting shop of Magnitogorsk Metallurgical Works.
Ключевые слова: гидравлический привод; электроды; электродуговая печь, моделирование
Keywords: hydraulic engine; electrodes; electrical arc furnace, modeling
В настоящее время наблюдается рост электросталеплавильного производства в России и в мире, что обусловливает широкое применение в производстве мощных и сверхмощных электродуговых сталеплавильных печей (ДСП) с мощностью 80—380 МВА и массой металла на выпуске от 100 до 250 т.
В связи с этим актуальной является разработка модели управления приводом перемещения электродов электродуговых сталеплавильных печей и, в частности, учет нелинейных свойств пропорционального гидравлического распределителя рабочей жидкости гидропривода.
Привод перемещения электродов может быть электромеханическим или гидравлическим. Для сверхмощных ДСП используется исключительно гидропривод, который обладает по отношению к электрическому приводу рядом существенных преимуществ:
· возможность перемещать большие массы с высоким ускорением;
· отсутствие сложных механических передач;
· более высокое быстродействие.
Для разработки модели был проанализирован принцип действия пропорционального распределителя рабочей жидкости.
На рис. 1 представлена гидравлическая схема привода перемещения электродов сверхмощной электродуговой сталеплавильной печи ДСП-180, используемой на Магнитогорском металлургическом комбинате (ММК).

Рисунок 1. Гидравлическая схема привода перемещения электродов
Для гидравлического привода цилиндра, отвечающего за перемещение электрода электродуговой сталеплавильной печи ДСП-180, используется регулирующий распределитель с функцией непрямого управления фирмы Rexthroth Bosch Group серии 4WRL 25 E350S-3X/G24Z4/M с номинальным расходом рабочей жидкости 350 л/мин [1]. На рис. 2 приведена схема данного распределителя, а на рис. 3 зависимость расхода рабочей жидкости от сигнала управления.

Рисунок 2. Схема пропорционального распределителя

Рисунок 3. Зависимость расхода от сигнала управления
Данный распределитель является двухкаскадным, поэтому управление потоком осуществляется не напрямую, а с помощью распределителя 1, который, в свою очередь, управляется с помощью электрического сигнала.
При отсутствии сигнала управления, распределитель 1 находится в нейтральном положении, при котором давление в областях 3 и 4 уравновешено, а значит и золотник основного распределителя 2 находится в нейтральном положении.
При подаче сигнала на электрический блок 5, по соленоиду начинает протекать ток, и, вследствие действия магнитных сил, золотник распределителя 1 меняет своё положение. В зависимости от величины сигнала, давление в области 3 становится отличным от давления в области 4 и золотник основного распределителя меняет своё положение, перераспределяя потоки рабочей жидкости.
Также следует отметить, что золотник 2 может занимать множество промежуточных рабочих положений, образуя дросселирующие щели, то есть, расход будет пропорционален ходу золотника 2 и управляющему сигналу, что позволяет осуществлять регулирование скорости перемещения поршня гидроцилиндра (рис. 3). Также предусмотрены обратные связи по положению золотников основного и управляющего распределителя 6 и 7.
На основе проведённого анализа, учитывая данные, полученные в исследованиях [2, 3] была разработана структурная схема управления, представленная на рис. 4, в которой учитывается нелинейность характеристики, отражающей зависимость расхода рабочей жидкости от сигнала управления.
На схеме введены следующие обозначения: Uвх — входной сигнал; Uвх — входной сигнал с ограничением времени нарастания; Q — расход, P — давление, Sг — площадь поршня гидроцилиндра, V — скорость движения поршня, S — положение поршня, F — сила, действующая на поршень.

Рисунок 4. Структурная схема управления приводом перемещения электрода
На рис. 5—8 представлены временные характеристики для входного сигнала с ограничением времени нарастания, расхода, скорости и положения поршня при различных значениях управляющего сигнала.

Рисунок 5. Временная характеристика входного сигнала

Рисунок 6. Временная характеристика расхода гидравлической жидкости

Рисунок 7. Временная характеристика скорости
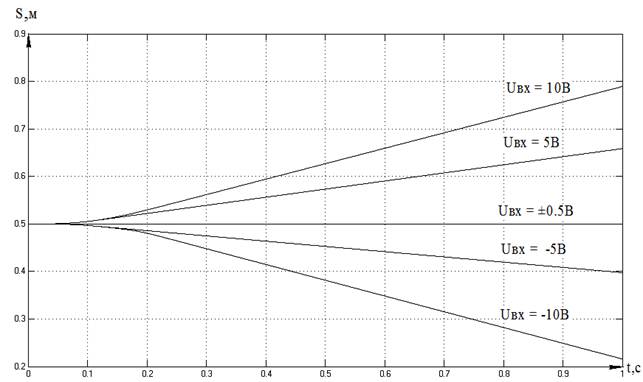
Рисунок 8. Временная характеристика положения поршня
На рис. 9 представлены ЛАЧХ (логарифмическая амплитудно-частотная характеристика) и ЛФЧХ (логарифмическая фазо-частотная характеристика) по скорости поршня, где W — ширина полосы пропускания, K — угол наклона ЛАЧХ.

Рисунок 9. ЛАЧХ и ЛФЧХ по скорости поршня
Вывод
Разработана модель гидропривода сверхмощной электродуговой сталеплавильной печи ДСП-180, в которой учтены нелинейные свойства пропорционального распределителя, являющиеся её особенностями, а также основные характеристики гидравлической системы и гидроцилиндра.
Получены временные характеристики изменения расхода, скорости и перемещения поршня. Данные характеристики соответствуют параметрам действующего гидравлического оборудования ДСП-180 ЭСПЦ ОАО ММК.
Получены и проанализированы частотные характеристики гидропривода перемещения электродов.
Список литературы:
1.Каталог продукции фирмы Rexroth bosch group [Электронный ресурс] — Режим доступа. — URL: http://www.boschrexroth.com/ (дата обращения:15.11.13)/
2.Николаев А.А. Повышение эффективности работы статического тиристорного компенсатора сверхмощной дуговой сталеплавильной печи: Дисс. кан. техн. наук, Магнитогорск, 2009. — 204 с.
3.Разинцев В.И. Электрогидравлические усилители мощности. М.: Машиностроение.1980. — 120 с.
дипломов
Комментарии (1)
Оставить комментарий